


The SCHRANER process
PURE
precision
Technology
High-quality forged components
developed exactly for your needs
As a general contractor, we assist you during all project phases – from the procurement of the materials, the design and development through to high-precision production and many other additional services. Just as precise and fast as you need.
Idea and
development
We offer you our experience and high know-how from the first draft of your idea: Our own tool manufacturing centre makes us highly flexible and lets us manufacture tools, including samples and zero series, in a very short time.

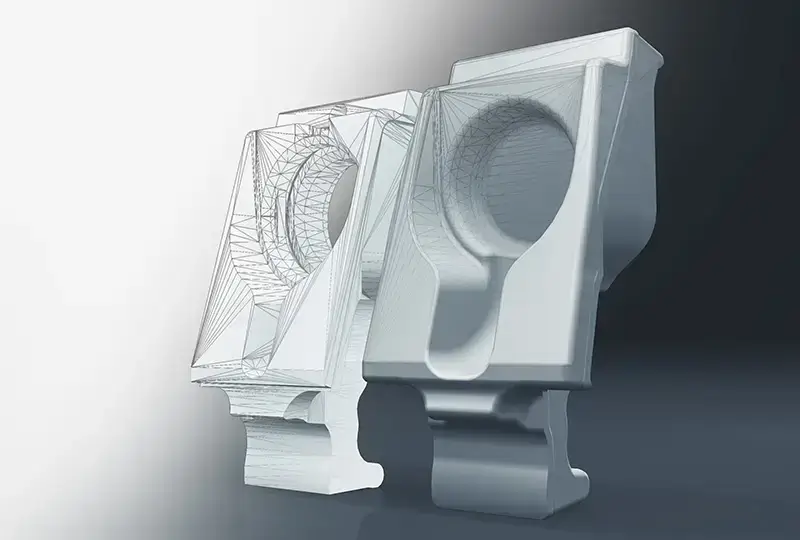
Production
The drop forge technology implemented in the SCHRANER process enables us to produce highly strain-resistant, safety relevant parts with extreme precision. Through forging, the material is given a favourable fibre orientation. This lowers susceptibility to cracks and increases the safety of the building component.


Additional
services
Following production, the flash is removed through die cutting. Precision components then undergo cold calibration in order to reach minimal tolerances of less than 0.05 mm. Heat treatment and surface treatment as well as installation and logistics all form part of our services.


Idea and
development
We offer you our experience and high know-how from the first draft of your idea: Our own tool manufacturing centre makes us highly flexible and lets us manufacture tools, including samples and zero series, in a very short time.
Production
The drop forge technology implemented in the SCHRANER process enables us to produce highly strain-resistant, safety relevant parts with extreme precision. Through forging, the material is given a favourable fibre orientation. This lowers susceptibility to cracks and increases the safety of the building component.
Additional
services
Following production, the flash is removed through die cutting. Precision components then undergo cold calibration in order to reach minimal tolerances of less than 0.05 mm. Heat treatment and surface treatment as well as installation and logistics all form part of our services.
Advantages
Know-how and
precision,
that make
a difference
Our team's technical know-how and the use of the latest drop forge technology offer a range of major product benefits as well as high cost-efficiency.

Pressure-sealed and gas-proof
Homogeneous structure thanks to the optimised fibre orientation
Deadline compliance and cost efficiency
We offer all services from a single source, which saves time and money.
Higher dynamic resilience
The risk of fatigue cracks etc. is significantly minimised.
Ultimate flexibility thanks to internal tool construction
We offer rapid manufacture of samples and zero series.
Certified according to ISO 9001:2015
SCHRANER Schweiz AG guarantees certified quality.
Extremely precise tolerances far lower than the standard
We are a specialist in providing top precision of less than 0.05 mm.
Maximum raw material savings (up to -500 %)
Depending on the specific part, up to 5 times less material may be needed.
Minimal or no rework needed thanks to precise shape
We largely forge the geometry to turnkey readiness.
Services
Precisely forged
Top form parts
We process all forgeable metals, high-alloyed steels, stainless steel, aluminium, brass, copper, bronze and titanium. Many components are already ready to install after drop forging; we are able to work with at times strongly reduced measurement tolerances which are manufactured beyond the forging quality required by the standard EN 10243.
Our services at a glance

We cut raw materials to length using an automatic shearing device or a high-quality automatic bandsaw.

Sandblasting is one of the most important work processes. The parts of cleaned again after nearly every manufacturing step. This measure ensures quality and cleanliness for the subsequent steps.

Drop forging is implemented with the help of two hydraulic Bechè drop forging hammers and two SCHRANER drop hammers. Forging hammers are still the technologically and economically best reshaping unit for the forging industry.
Forging requires maximum forming force at the lowest possible effort. Due to their reshaping characteristics, hydraulic double-acting hammers are a universal forging unit with a broad range of uses and special benefits.
Special features
- One-piece hammer rack from high-alloyed steel casting
- Ultimate repeat accuracy of the impact energy
- High beat sequence
- Ram hammer and tray made from heat-treated steel
- Direct suspension

Various high-quality presses are used to deburr forged components, whose compact steel construction ensures the highest level of precision.
When manufacturing precision forged components whose requirements for tolerance are at the highest level, cold calibration is used as the final work step. Depending on the size and shape of the component, we thus achieve tolerances of up to +/- 0.05 mm!

Electric furnaces for perfectly tailored heat treatment of forged components enable us to generate the required plastic and mechanical properties and the favourable structure of the given forged components. They offer automatic temperature regulation and save temperature measurements to guarantee traceability.
We also work together with external heat treatment specialists who above all perform tempering of parts for us.
Tool manufacturing
Tools that always
fit right
Our internal tool manufacturing enables us to offer precise manufacture as well as quick mould replacement. Our internal tool steel store gives us high flexibility and short response times, including in case of adjustments relating to forge technology. This process ensures that deadlines are met and keeps tool costs lower than other technologies.
Our processing centres guarantee high quality and precision of drop forge tools and achieve optimal surface qualities.
Contact
Let us forge
your plans!
Are you facing a new challenge and need an especially high-quality forged component? Tell us about your idea – and we will be happy to help you on your path to the perfect end product. Let us forge plans – and unique precision components – together!
Contact enquiry